跟随条机设备的生产运转,其中距离套、刀等有一定的配合误差。一般情况下,距离套、刀具等厚度的精度为0.005。当配合刀片的时间越长,累积误差越大。
切割后的产品宽度总比配刀的制品面尺寸略高于配刀面尺寸。所以需求提前做出了良好的差值。确定工件边配刀时的距离套的尺度时参考。同时也要考虑剪裁方法的选择。
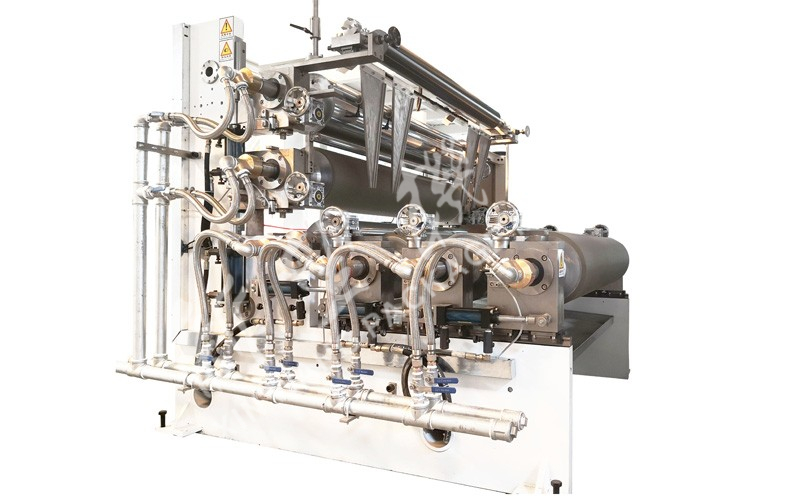
变频调速装置对交流异步电动机性能较差、起动转矩较低和非线性等因素的影响,在分条机实际工作中应用变得越来越普遍。同时,尽可能地避免绕线电动机在2hz以下工作,从而保证绕线电机具有较低的限速。根据分切的宽度和数量,工作人员需要选择合适的卷材,并正确地安装在切割机的收卷轴上。
每台机器都有使用说明,并且您所购买的服务提供者将帮助您安装。
使用卸膜按钮,将薄膜放置在备好的卸膜小车上,切断膜,并用封口胶粘贴好膜卷。放松按钮释放卡头,检查每一个薄膜卷纸芯是否离开纸芯,如其中一头还卡在纸芯上,则用人工手工将其卸下。
把放卷轴旋入原料滚筒中,斜滚筒位于中心位置,再紧固两端圆锥,置于上料摇臂上,按上料按钮,滚筒自动进入放卷座,转轴向调整手轮,卷绕机器中央。
调节下切刀,使其边缘与卷取轴上每根芯管的接缝对齐,然后锁定下切刀。上刀轴也可以调整,这样上下刀可以穿透1左右。5毫米。关掉上面的刀片,以便均匀的夹紧它。
——(南方网通推荐)

新望二维码

地址:广东省东莞市企石镇东平村大兴路151号

网址:www.xinwang-dg.com

+86-769-86780883/86723139/86736139

售后服务专线:0769-86738139致电总机转808

邮箱:webmaster@xinwang-dg.com
国内业务:0086-769-86780883
外贸业务:0086-769-86780883转886/830/818
市场营销部经理/内贸:139-2685-1812(伍经理)
市场营销部经理/外贸:135-0981-9098(罗经理)
版权所有:东莞市新望包装机械有限公司 粤ICP备 05035041号 技术支持:竞争力网络![]()
本网站部分素材来源于网络,如有侵权,请立即联系删除





 在线咨询
在线咨询