一,在分条机机器设备运行全过程中,倘若数控刀片存有有横着摆动的难题,那麼可能造成产生限度欠佳,例如数控刀片的横着摆动和数控刀片直径限度不一样而欠佳。由于数控刀片的横着摆动值不好能为零。一般其负载的横着摆动值约0.03-0.05mm。缘故是刀厚、內径、间距套总宽等精密度偏差,厚钢板裁切时侧面地应力产生的涨缩。
二,在分条机机器设备生产期内,由于厚钢板存有有横着涨缩的难题,因而导致了总宽限度欠佳。这是由于在横着涨缩情况下弄断的产品测量时匹配刀预设值要大一些。
三,由于跟随分条机机器设备的生产运行,在其中间距套、数控刀片等存有必然的协作偏差。一般状况下,间距套、数控刀片等薄厚精密度为0.005。配刀时片数较多时,总计偏差就增大。此是由于上公役设置欠佳。要了解,分条机弄断的产品的总宽总匹配刀的产品侧限度稍显下公役情况。因而要求提前预测分析好这类负差水平。在产品侧配刀时间距套的限度明确时参考。还需要充分考虑所采用的裁切方法。相较为而言,分条机机器设备采用直拉式裁切得话,那麼卷钢支撑力增加,横着涨缩会消退,限度也会走负差。
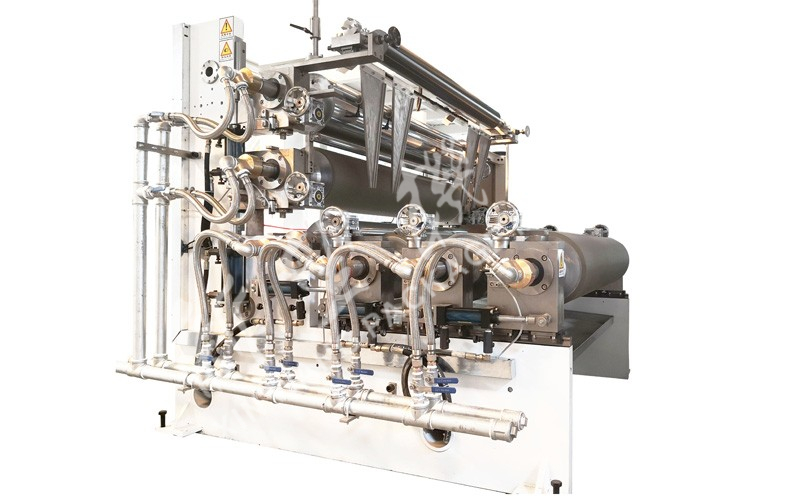
机器设备不但全体人员可靠性获得了确保,并且在生产全过程中可以维持顺利运行。另装有工作压力平衡器,使受力面双压力平衡。除此之外,分条机机器设备制成品放卷张力传感器系统软件也开展了改进,随后可以确保制成品放卷的紧度。
——(南方网通推荐)

新望二维码

地址:广东省东莞市企石镇东平村大兴路151号

网址:www.xinwang-dg.com

+86-769-86780883/86723139/86736139

售后服务专线:0769-86738139致电总机转808

邮箱:webmaster@xinwang-dg.com
国内业务:0086-769-86780883
外贸业务:0086-769-86780883转886/830/818
市场营销部经理/内贸:139-2685-1812(伍经理)
市场营销部经理/外贸:135-0981-9098(罗经理)
版权所有:东莞市新望包装机械有限公司 粤ICP备 05035041号 技术支持:竞争力网络![]()
本网站部分素材来源于网络,如有侵权,请立即联系删除





 在线咨询
在线咨询