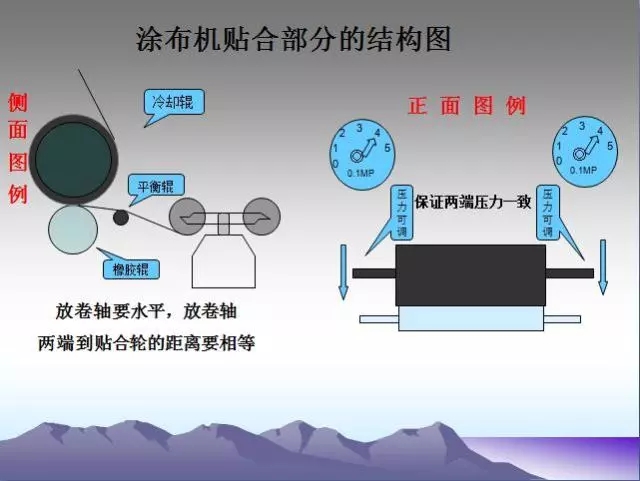
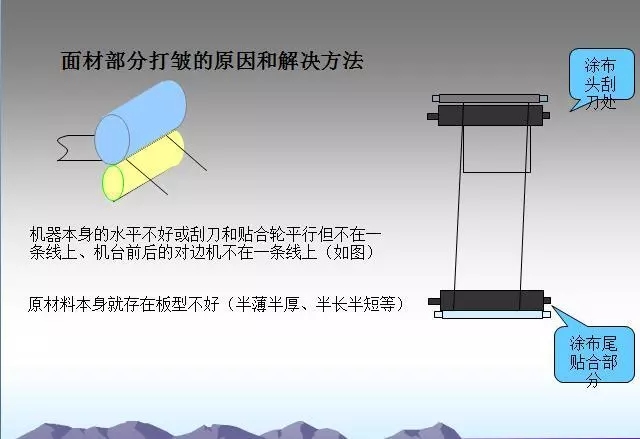
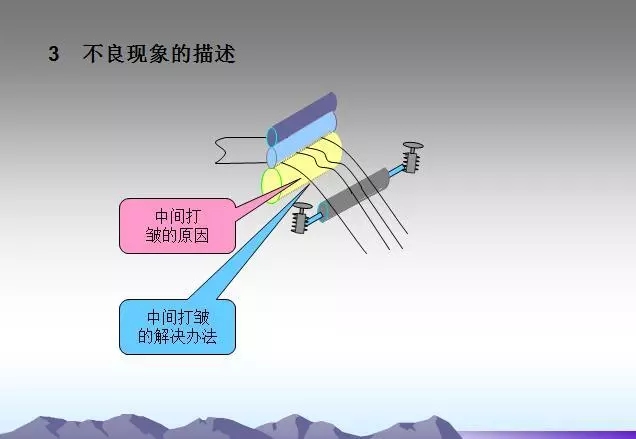
首先我们必须保证涂布机的安装精度,我们涂布机整体安装精度偏低,各部件安装中心偏离整机设计中心线,或与设计中心有夹角,箔带会严重打皱,安装中心必须调整。
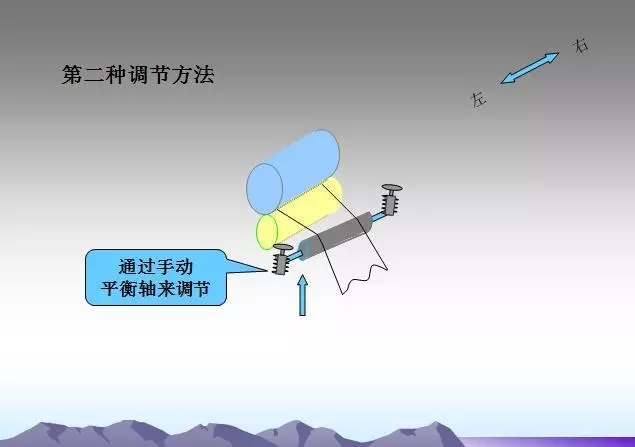
过辊之间平行度超差会造成箔带打皱,须仔细检查究竟是垂直投影面不平行还是水平面不平行,然后加以调整
过辊辊面粗糙度超差,辊面不够光滑,有明显的加工纹理时也会造成箔带打皱,需要请厂家给予更换。
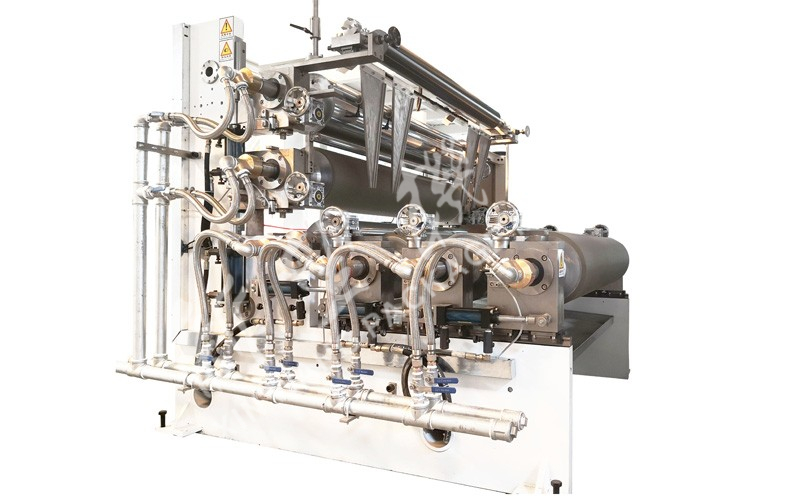
背辊及各过辊粘有异物或使用过多的水。需要经常检查,及时发现并清理,并注意不要损伤辊面。
纠偏系统异常,会出现极片打皱。检查前后三处纠偏系统,是否处于自动状态。据了解,箔带两侧长度不一致即镰刀弯过大时也会出现极片打皱,超出了纠偏能力,只好更换箔材。
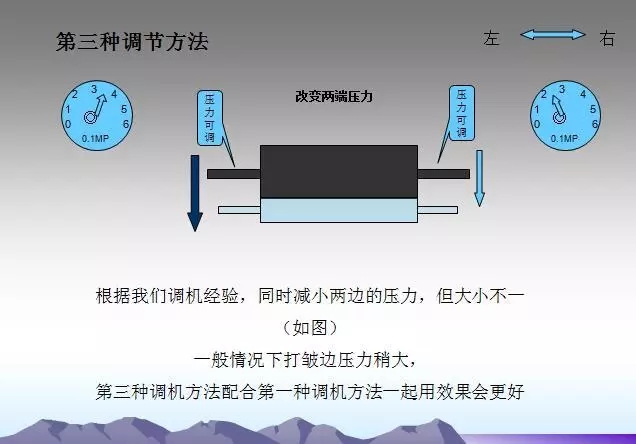
辊紧固螺钉松动原因造成各辊的平行状态被破坏,此时会出现打皱现象。这种情况下,只要及时调整并紧固好即可。




新望二维码

地址:广东省东莞市企石镇东平村大兴路151号

网址:www.xinwang-dg.com

+86-769-86780883/86723139/86736139

售后服务专线:0769-86738139致电总机转808

邮箱:webmaster@xinwang-dg.com
国内业务:0086-769-86780883
外贸业务:0086-769-86780883转886/830/818
市场营销部经理/内贸:139-2685-1812(伍经理)
市场营销部经理/外贸:135-0981-9098(罗经理)
版权所有:东莞市新望包装机械有限公司 粤ICP备 05035041号 技术支持:竞争力网络![]()
本网站部分素材来源于网络,如有侵权,请立即联系删除





 在线咨询
在线咨询