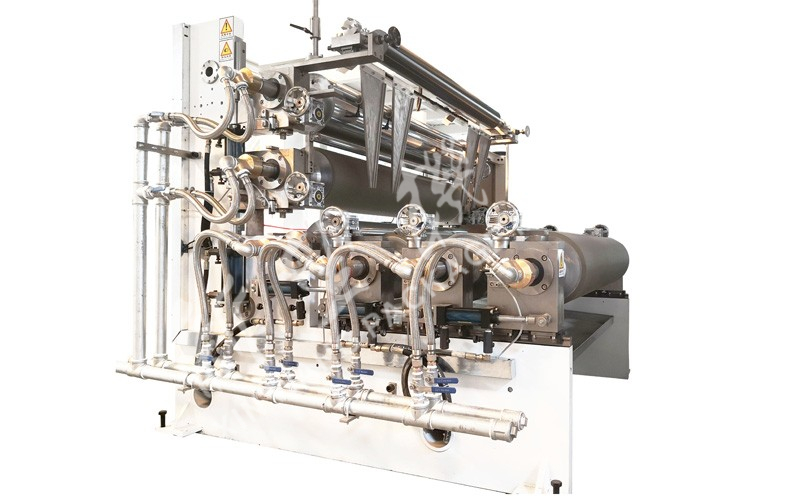
该涂布机用于BOPP密封胶带的涂布生产。然后用一层或一层功能性的油墨将其卷绕起来,再涂上一层特定的油墨。它使用特殊的高速涂布头,能有用下降气泡的发生。涂布机收放卷均设有全速自动接膜机构,张力闭环自动控制。
涂布机在操作过程中,首先会遵循两个操作过程。
第一:顺转辊定厚进程
胶辊涂布及涂布窗口:首先介绍术语涂布技巧—涂布窗口,任何涂布方法(方法)都有一个适用的方案,在一定的操作条件(方案)下可以进行无害化涂布,也就是将流体薄层均匀地涂布到支撑体上,这个涂布操作的计划在涂布技能中称为涂布窗口。在涂布机中,是靠调度顺转辊涂布中由两根改动方向相同的涂布辊和计量辊之间的计量空位来操控,在涂布辊上的构成的需求厚度的涂层。涂布办法是顺转辊的分外办法,即其间一根计量辊不改动即转速为零,计量辊的截面做成逗号形状,也叫逗号刮刀。涂层厚度能够经过改动逗号刮刀和涂布辊之间的间隔来调度。这种分外的顺转辊涂布办法中,在操作不当,刀口方位违背作业方位,涂布参数和浆料参数不在某一计划内,能够会呈现竖条道害处,称为竖条道。

第二部分:翻转辊涂布机涂布窗口涂布工艺:在极板布机上,涂布辊上的浆体涂布在卷筒的空白区域向背面卷绕的铜箔或铝箔输送。因此,涂层工艺必须符合反粘涂层的规定。在反辊涂布过程中,如果两辊的间隙比很小,毛细管数就足够低,即在低粘度或低转速的情况下,在宽速比下的计划活性相对稳定。可获得良好的涂层外观质量。空位率大时,涂层速度快时,会出现短暂的空气夹带现象,涂层表面会出现许多细小的气泡。有时为了增加产值,选择移动涂布速度,会出现夹气的危害,为了消除这种危害,选择减少空位的操作方法。空间过小,使涂布辊和后辊相互揉搓,增加电机和减速机的负荷,构成异常磨损。这也是尺寸在反辊输送涂布速度限制的第二个原因。

新望二维码

地址:广东省东莞市企石镇东平村大兴路151号

网址:www.xinwang-dg.com

+86-769-86780883/86723139/86736139

售后服务专线:0769-86738139致电总机转808

邮箱:webmaster@xinwang-dg.com
国内业务:0086-769-86780883
外贸业务:0086-769-86780883转886/830/818
市场营销部经理/内贸:139-2685-1812(伍经理)
市场营销部经理/外贸:135-0981-9098(罗经理)
版权所有:东莞市新望包装机械有限公司 粤ICP备 05035041号 技术支持:竞争力网络![]()
本网站部分素材来源于网络,如有侵权,请立即联系删除





 在线咨询
在线咨询